




处理物料:化工粉料
客户地区:青海
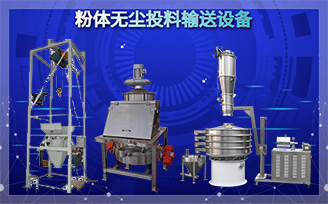
订购设备:吨袋拆包机 直排筛


客户行业: 大型精细化工企业
应用场景: 粉体原料的投料与筛分工序
原有问题:
人工操作效率低: 传统人工拆包投料劳动强度大,速度慢,成为生产瓶颈。
粉尘污染严重: 拆包和投料过程中粉尘飞扬,危害员工健康,不符合环保和洁净车间要求。
杂质风险高: 原料中可能混有吨袋编织丝、环境杂质等,直接影响后端产品质量。
自动化程度低: 难以与下游的输送、计量系统实现无缝衔接,无法满足连续化生产需求。
效率提升: 单吨袋处理时间缩短至3-5分钟,减少人工干预,大幅提升生产效率,缓解用工压力。
质量保障: 直排筛有效去除原料中的纤维、团块等异物,为后端高品质产品的生产提供了纯净原料,降低了质量风险。
环保安全: 全密闭式设计,配合高效除尘,车间工作环境得到根本性改善,满足环保要求标准。
自动化与智能化: 实现了从上料、拆包到筛分、输送的全流程自动化,是构建智能工厂、数字化车间的关键一环。
空间节约: 设备采用垂直布局,结构紧凑,极大地节省了厂房空间。






